Переход от нержавеющий стали к производству из PEEK пластика
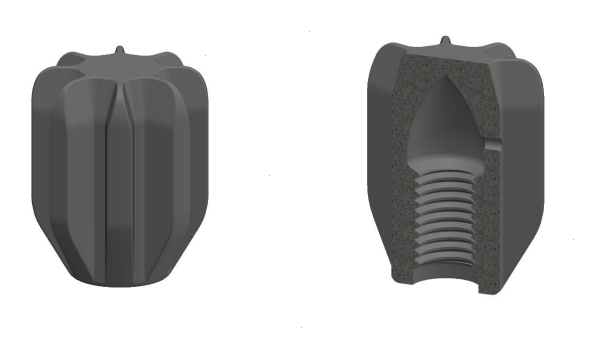
Соединительная втулка биореактора, представленная на фото, изготавливалась на 3D принтере из металлического порошка – нержавеющей стали (316L). С целью снижения стоимости данного элемента было принято решение подобрать альтернативный способ производства.
Требования к детали
Геометрия:
- Наличие внутренней резьбы M8 с левой стороны втулки. Резьба необходима для подсоединения вала мешалки биореактора
- Точность воспроизводства геометрии зубчатого колеса для корректного прилегания к соединительному гнезду
Механические требования:
- Усталостная прочность зубчатого колеса должна быть как минимум такой же, как у соединительного гнезда из полиуретана
- Момент силы при затяжке резьбы – не менее 4 Нм
- Устойчивость к поверхностному давлению при контакте с валом мешалки
Температурная стойкость:
- Сохранение механических свойств после повторяющихся циклов автоклавирования (до 500 циклов по 30 минут каждый, при температуре 121°C)
Дополнительные требования к материалу:
- Устойчивость к коррозии, особенно при автоклавировании
- Стойкость к истиранию при контакте с соединительным гнездом
В качестве замены SLM технологии (3D печать методом лазерного сплавления металлического порошка) выступила технология FDM – экструзия пластиковой нити. FDM 3D принтеры способны печатать большим количеством инженерных пластмасс, а модели промышленного класса поддерживают работу с тугоплавкими полимерами – PAEK, PEEK, PEKK, ULTEM.
Так, для изготовления втулки использовался полиэфирэфиркетон, на 30% усиленный углеволокном (PEEK CF). Данный материал обладает высокими прочностными характеристиками, устойчивостью к экстремальным температурным нагрузкам, не теряет своих свойств при контакте с химикатами. Технические параметры PEEK пластика позволяют использовать материал для замены лёгких металлов в различных отраслях промышленности – аэрокосмической, автомобилестроении, медицинской и т.д.
Результаты испытаний
Для измерения несущей способности резьбы исследовался момент силы, по результатам испытаний этот параметр был равен 19 Нм, что намного превышает требуемые 4 Нм.
При оценке устойчивости к поверхностному давлению во время взаимодействия с валом втулка в течение 72 часов подвергалась нагрузке с крутящим моментом 7 Нм. По завершении тестирования деформации детали не обнаружилось.
Устойчивость к истиранию оценивает после 30-дневной эксплуатации втулки в реальных условиях. С помощью микроразрезов проверяется внутренняя поверхность резьбы на предмет наличия воздуха. Анализ показал, что вокруг выступов наблюдаются небольшие поры. В остальной части изделия структура материала достаточно плотная. При этом за счёт оптимизации геометрии втулки можно сократить количество и размер пор, в случае наличия соответствующих требований к функциональности.

Сравнение стоимости производственных процессов
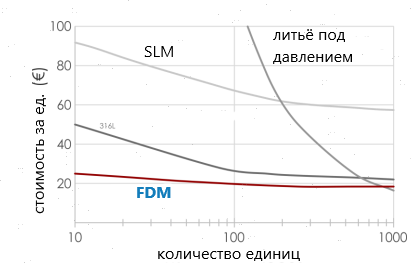
Сравнительный анализ стоимости изготовления втулки проводился в отношении трёх технологий – FDM, SLM и литья под давлением.
Инжекционное литьё в связи с необходимостью в предварительной подготовке дорогостоящей пресс-формы оказывается экономическим целесообразным только при крупносерийном производстве, от 1000 шт. деталей.
Для получения небольшой партии, до 100 шт., технологии 3D печати являются более выгодным решением. При этом экструзия пластиковой нити выигрывает у сплавления металла, так как FDM технология требует гораздо меньших инвестиций – 3D принтер, PEEK пластик, подготовка помещения, сервисное обслуживание оборудования значительно дешевле в сравнении с аналогичными расходами на трёхмерный принтер по металлу.
Требования к 3D принтеру для печати PEEK пластиком
 На рынке оборудования для 3D печати представлено считанное количество систем, способных выращивать изделия из полиэфирэфиркетона. Это обусловлено требовательностью полимера к температурным режимам работы принтера.
На рынке оборудования для 3D печати представлено считанное количество систем, способных выращивать изделия из полиэфирэфиркетона. Это обусловлено требовательностью полимера к температурным режимам работы принтера.
Для того чтобы расплавить PEEK, экструдер 3D принтера должен нагреваться до 375-400°C. Не менее важным, но более сложным с точки зрения возможности технической реализации требованием является наличие активно подогреваемой до 140 - 150°C рабочей камеры. Последнее необходимо для предотвращения усадки материала и обеспечения прочного сцепления между слоями, а, значит, оптимальных механических свойств изделий.
Высокотемпературный 3D принтер Funmat Pro 610 HT от производителя Intamsys полностью соответствует стандартам качественной и стабильной 3D печати PEEK пластиком. Промышленная система обладает большой областью печати – 610*508*508 мм. Принтер оборудован двумя высокотемпературными экструдерами с нагревом до 500°C. В рабочей камере реализована технология принудительного подогрева до 300°C. Кроме того, Funmat Pro 610 HT обеспечивает безопасное хранение полимера в специальных сушильных боксах, предназначенных для защиты материала от влаги и загрязнения.









