FGF (Fused Granule Fabrication)
FGF – технология 3D-печати пластиковыми гранулами, которая является альтернативной популярной FDM технологии, где в качестве расходного материала используется пластиковая нить, произведенная из гранул.
Принцип работы FGF 3D принтера
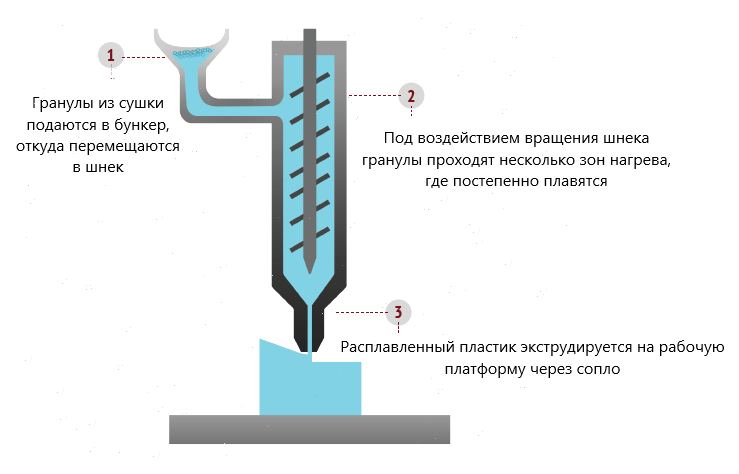
Как и в случае с FDM установками, FGF 3D-принтеры работают по принципу экструзии материала, но используют при этом шнековый экструдер. Пластиковые гранулы транспортируются из сушки в бункер, после чего под воздействием силы тяжести попадают в шнек. При вращении шнека гранулы проходят через несколько зон нагрева, что позволяет материалу постепенно нагреваться и плавиться. Расплавленный пластик попадает в сопло, через которое экструдируется на рабочую платформу FGF 3D-принтера в соответствии с геометрией, заданной цифровой 3D-моделью.
Отличительные особенности FGF технологии
Как было упомянуто выше, FGF 3D-принтеры работают с первичным сырьем – гранулами, а не прутком, в который они перерабатываются. Таким образом, производственные цикл сырья короче, а, значит, расходные материалы для FGF печати в разы дешевле.
Второй особенностью FGF 3D принтеров является высокая производительность. Шнековый экструдер способен обеспечить скорость 3D-печати до 20 кг/ч. Благодаря этому FGF технология находит широкое применение в производстве крупногабаритной продукции и оснастки.
Обратной стороной высокой скорости печати является грубое качество поверхности деталей, полученных FGF методом. Как правило, изделия требуют финишной доработки на ЧПУ станке для достижения оптимального качества.
Сферы применения FGF 3D принтеров
FGF технология станет оптимальным выбором если:
- Необходимо изготовить среднегабаритное или крупногабаритное изделие
- Толщина стенок изделия больше 2 мм
- У изделия простая геометрическая форма
- Отсутствуют нависающие элементы, нет необходимости в формировании поддержек
Гранульные 3D принтеры часто используются для производства формообразующей оснастки, например, оснастки для выкладки композитов, элементов интерьера и экстерьера помещений, мебели, архитектурных и дизайнерских форм.
Особую популярность FGF печать завоёвывает в судостроении, известны примеры успешного изготовления как матрицы, так и готовых корпусов лодок.

Материалы для FGF печати
FGF 3D принтеры работают с широким спектром полимерных материалов. Возможна печать как стандартными пластиками PLA, ABS, PETG, ASA, так и инженерными материалами PA, PC, PPS и другими. Для улучшения механико-температурных характеристик используют композитные полимеры, армированные углеволокном или стекловолокном.
Для достижения наилучшего качества печати необходимо использовать не только качественное оборудование, но и сырье. Так, пластиковые гранулы должны быть равномерного размера, это необходимо для плавной экструзии и прочной межслоевой адгезии. Кроме того, необходимо, чтобы пластик был сухим, наличие влаги может привести к вспениванию материала в процессе нагрева и к неудовлетворительному качеству поверхности напечатанных деталей.










